

Precision - The degree of reproducibility
of measurement
Accuracy - How close the measured value is to the actual (absolute) value



| Material | Dielectric Permittivity |
| Air | 1 |
| Polymer | 2-5 |
| Water | 80-35 |
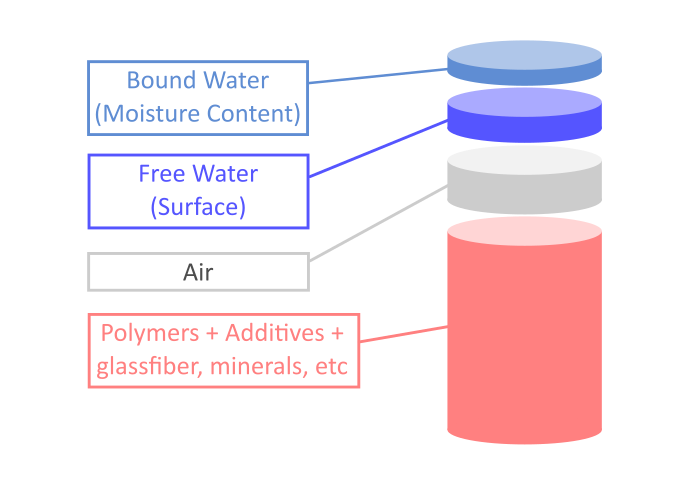
\( \varepsilon = \chi \varepsilon_{Fw} + \chi \varepsilon_{Bw} + \chi \varepsilon_{A} + \chi \varepsilon_{bm} \)
Fw = Free Water (Surface Moisture)
Bw = Bound Water (Moisture Content)
A = Air
Bm = Bulk Material
\[ \theta = \frac{\varepsilon_b^{\alpha} + (1 - \varepsilon_r^{\alpha}) \rho_b \frac{1}{\rho_s} - 1}{\varepsilon_w^{\alpha} - 1} \]
We’ll help you find what’s right for you

We Measure Every Single Water Molecule.
© 2025 All rights reserved | Bry-Air Prokon Switzerland
